1 目的
对不合格品进行控制,以保证不合格品不投入,不转序,不交付。
2 范围
适用于原辅材料、在制品、成品的不合格管理。
3 职责
3.1 质检员负责不合格品的鉴别、标识和隔离。
3.2 质量部部长负责不合格品的评审及制订处置方案。
3.3 管理者代表负责处置方案和纠正措施审批。
3.4 生产部负责纠正措施、处置方案的落实、执行。
4 运作程序
4.1 鉴别:
4.1.1 质检员依据标准或实物样品进行检验,判断产品的符合性。
4.1.2 对检验结果**差情况,由质检员在该批产品上挂“待处理”标识。
4.2 评审 :
4.2.1 生产过程中发现的不合格产品,轻缺陷情况时,授权质检员评审。
4.2.2 质量部部长负责对顾客退货和生产过程中重缺陷情况进行评审,确定对后续加工、功能及外观的影响。
4.3 防止再发生:
发现不合格品,应查找不合格的原因,坚持原因不清不放过、责任不明不放过、纠正措施不落实不放过的“三不放过”原则,明确责任部门。造成不合格的原因有如下几个方面:
-- 人为造成,不按操作规程作业、或专业技术水平过低。
-- 机器设备的精度、灵敏度、参数保证等因素达不到产品质量要求。
-- 所用技术文件不能全面指导生产。
-- 物料质量问题。
-- 环境造成。
1、目的
确保HACCP计划的建立、实施、保持和更新适应危害分析的要求。
2、适用范围
适用于HACCP计划的建立,实施、保持和更新过程,包括确定关键控制点及其上的关键限值,建立关键控制点的监视系统及其实施。
3、职责
3.1 质量、食品安全小组负责HACCP计划的建立、保持、更新和确认。
3.2 管理者代表HACCP计划的批准。
3.3 各部门参与和配合实施HACCP包括监视和必要的纠正和纠正措施。
4、定义
关键控制点:能够施加控制,并且该控制对防止或消除食品安全危害或将其降低到可接受水平是必需的某一步骤。
5、程序
5.1 关键控制点(CCPs)的识别
a) 根据危害分析的结果(危害分析工作表),由HACCP计划管理的控制措施所在的产品和/或过程步骤即为关键控制点。
b) 如果危害分析的结果不能确定关键控制点,潜在的危害须由操作性前提方案控制。
c) 同一危害可能由不止一个关键控制点实施控制;而在某些产品加工中可能识别不出关键控制点。
5.2 关键控制点中关键限值(CL)的确定
5.2.1 设定关键参数
a) 有某一个关键控制点上的食品安全危害都应设立对应的关键参数,关键参数应能严格反映危害水平。
b) 关键参数应符合有效、直观、简捷快速和经济的原则。可考虑使用温度、时间、厚度、纯度、PH值、水分活度、体积等;
c) 从危害及其可接受水平、相应的控制措施来确定关键参数。只符合上述原则,应**考虑直接依据危害来设立关键参数。
5.2.2 确定关键限值
a) 针对每个关键参数,确定关键限值。在关键限值内,应可确保食品安全危害在可接受水平内。
b) 确定关键限值要基于科学依据,如法规、科学文献、工业标准、验证和确认的结果、试验结论、客户和*意见、公认惯例等。
c) 当一个关键参数控制多个危害水平时,其关键限值应由对其不敏感的危害来决定。
5.2.3 应保持文件化的确定关键限值全理性的证据,必要时,编制《关键限值技术报告》,阐述设立关键参数和确定关键参数的科学依据。
5.2.4 基于主观信息的关键限值,如对产品、过程、处理等的感官检验,应有指导书、规范和(或)教育和培训的支持。
5.2.5 建立操作限值
必要时,针对每个关键限值,适当选取更严格的数值作为操作限值。如果监控说明CCP有失控的趋势,**过操作限值,但没有**过关键限值及时采取纠正和纠正措施,以减少**出关键限值的可能。

1 目的
在产品标识、搬运、贮存、包装和保护过程中使用适当的防护方法,确保产品质量不受影响。
2 范围
适用于原材料,半成品及成品的搬运、贮存、包装或交付。
3 职责
生产班组,仓库,销售业务人员负责对产品质量的保持,并承担质量事故的责任。
4 运作程序
4.1 搬运过程、标识的防护
根据产品特点确定原材料,半成品及成品的搬运要求,并对有关人员进行必要的培训。各生产班组,仓库对原材料,半成品及成品的搬运采用适当的搬运工具。
搬运过程中,搬运人员应对原材料存卡、跟踪卡、检验合格证等标识注意保护,不能丢失或损坏。搬运时搬运人员要核对标识卡上的数量,做到数量准确。
搬运过程中发生摔砸现象,当事人应立即检查产品是否受到损伤,如损伤交质检员处理,对责任人给予必要的处罚,并由所在责任部门提出纠正措施,由质量部跟踪验证。
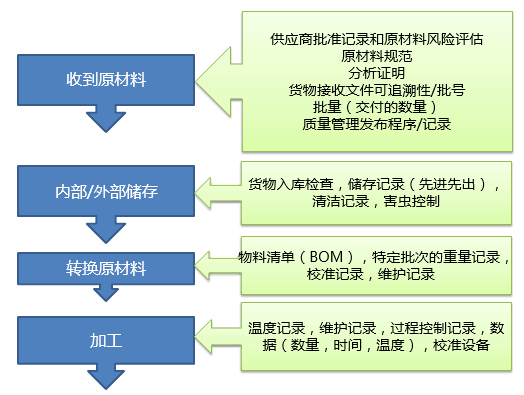
4.2 贮存过程、标识的防护,具体执行按各种“出仓控制规范”和“入仓控制规范”。
4.2.1 原材料(辅料)贮存。
入库的原材料,首先由质检员检验,检验合格后,由质检员在检验报告上签字,仓管员核对数量、型号无误后安排入库。
入库原材料要求堆码整齐,标识完整。做到帐、物、卡一致,落实先进先出的原则。定期对贮存环境及库存品质量进行检查,发现问题,及时向有关部门报告。
4.2.2 成品的贮存。
检验合格的成品,质检员在检验报告上签字,经成品库确认数量登记后,安排入库。贮存时应按规定的区域/架位堆放。
成品库**出存量而需存放在生产班组时,由仓管员挂“暂存”牌。
所有的成品都应有存卡,存卡上注明成品名称、型号等,及出入库数量、日期。
成品出库时,相关部门应签发手续齐备的出库单,交到仓库,由仓管凭出库单发货,对手续不齐全的出库单,仓管员有权拒绝发货。
做到帐、物、卡一致。贮存库要求保持适宜的存放环境,做到照明充足,防潮、防火。仓管员应经常检查贮存品的质量状况和标识状态,发现贮存品质量下降时或标识不清晰等情况,应及时找出原因,采取必要的措施。

处置:
4.4.1 来料不合格,由销售部与供方联络,按不合格情况分作退货或让步接收处理,让步接收的物资必须对产品主要质量特性影响不大的情况。
4.4.2 生产过程中一般不合格半成品的处置:
a. 一般不合格半成品由质检员对不能返工或返工不经济判为废品
b. 对能返工可达到标准的一般不合格半成品由质检员及时安排返工,返工品在工位器具上注明,并对返工后的半成品要重新检验。
c. 当未能遵循公司的SSOP,GMP等规范时,应对产品受到的与食品安全有关的影响进行评估。当不符合情况危害到食品安全时,应将受影响的产品作为不合格品进行处理和处置。
4.4.3 顾客退货及不合格成品的处置。
顾客退货原则上由销售部保修、包退、包换。
顾客退货和不合格成品,由质量部部长确定处置方案, 对无法实施返工的成品或返工不经济的判为废品。
对不影响使用的缺陷、可由销售部负责与顾客协商让步接收,但必须向顾客说明不合格的实际情况,并以不影响使用为前提。
对可返工产品由生产部制定返工处置方案、方案应包括:
a) 负责返工的工序
b) 所用技术方法及配备工具、设施、物料
c) 质量要求
d) 完成时间
4.5 潜在不安全产品的处理
4.5. 1 在**出关键限值条件下生产的产品由关键控制点监视人员直接识别潜在不安全产品,对其进行标识和隔离。
4.5. 2 不符合操作前提方案条件下生产的产品,现场生产人员**将其标识和隔离。通知品管人员评价不符合的原因和对由此对食品安全造成的后果,满足如下情况的取消标识和隔离,否则应更改标识为潜在不安全产品。
a) 相关的食品安全危害已降至规定的可接受水平;
b) 相关的食品安全危害在产品进入食品链前将降至确定的可接受水平(7.4.2);
c) 尽管不符合,但产品仍能满足相关食品安全危害规定的可接受水平。
4.5. 3 对潜在不安全产品由品管人员从如下方面获得证据可作为安全产品放行,否则应作为不合格产品处理(5.1)
a) 除监视系统外的其他证据证实控制措施有效;
b) 证据显示,特定产品的控制措施的整体作用达到预期效果(即达到7.4.2确定的可接受水平);
c) 充分抽样、分析和(或)充分的验证结果证实受影响的批次产品符合被怀疑失控的食品安全危害确定的可接受水平。
-/gbafcjj/-
http://iso9001fsc1.b2b168.com