行业认证服务业
认证种类ISO9001质量管理体系认证
服务内容ISO9001质量管理体系建立培训辅导
所在地深圳
时间40天
证书有效可查
*
周期1个月左右
公司机构正规
审核流程协助推进
价格费用优惠面议
适用标准ISO9001:2015
内审员培训ISO9001质量管理体系内审员培训
资料协助完成
材料顾问整理
执行秘书/总干事:具有素养的人员担任,如品保经理、研发经理。
.主要任务:
1 掌握会的任务,展开P-D-C-A工作。
2 追踪会议中所决议事项。
3 检讨执行绩效,并于会议中提报。
4 确保改进活动,持续性的展开。
产品ISO9001认证的标识控制:
产品装配调试完工后,生产车间将成品放入本车间“待检区”,挂“待检”牌并以“送检单”的形式通知相应检验员,经过检验和试验后根据检验和试验结果:
a) 对“合格品” ,由相应检验员签发“验收单”标注产品“订”及生产日期,方可转入包装作业,包装作业的首件经相关人员确认后方可连续生产。对暂时不包装的合格品要放入合格品区并做好标识,由上一工序的负责人管理。
b) 出现不合格品时,相应检验员必须对其进行标识、隔离、并按《不合格品控制程序》进行处理。
产品装标识由技术部按国家有关规定和顾客要求设计;装应产品型号、数量、重量、防潮等标识。
产品标识的管理:
由品质部统一管理,各检验员负责现场“标识”及其的管理。
用作标识的载体的使用、更改、废除,按《文件控制程序》执行。
标识模糊或遗失,由原标识人员根据原始记录重新标识,若他人恢复,则该人员应获得相应的背景资料。
本公司各级人员均有保护产品检验状态的责任,发现无检验状态标识的产品不得随意使用,应向品质部报告。
对没有检验状态标识的产品,品质部应检查核对检验记录,确认后重新标识。当检查不到原始记录时,应重新安排检验,并按检验结果进行标识。

ISO9001认证对产品一致性核查和变更控制的相关记录由质量原材料检验或验证和定期确认检验控制程序
1 目的
测量、监视进厂原材料的特性,以验证进厂原材料是否达到规定的要求,确保公司产品质量,满足顾客的期望。
2 范围
适用于生产过程中对产品质量有影响主要原材料的测量和监视。
3 职责
3.1质量部制定检验和试验标准以及验收标准。
3.2质量部负责产品测量与监视。
3.3质量部负责原材料、材料、包装材料的采购及验证。
4 工作程序
4.1原材料进厂后的测量与监视
4.1.1原材料进厂后,放在的待验区,并作好标识。
4.1.2仓管员根据采购单,核对材料名称、规格、型号、数量等是否准确,产品标识等质量保证文件是否齐全。
4.1.3质量部按《进货检验规程》,由质检员负责在验货现场进行验证。并对产品合格证,产品出厂检测报告等逐一核对。
4.1.4原材料验证完成,由质量部对原材料进行抽样,对原材料部分性能指标进行检验,并填写《进料检验记录表》,合格后,填写《原材料入库单》,办理入库手续。
4.1.5原材料放行
4.1.5.1当生产急需时,原材料来不及检验就投产,需要生产制造部和质量部同意,总批准后,方可按紧急放行处理,原材料投入生产,并做好相应的标识,以便后续追溯。
4.1.5.2当检验结果出来,若检验结果不合格,则立即停止生产,并按《不合格控制程序》执行。
部负责管理。

ISO9001认证目的
1、通过对产品进行适当的标识,明确产品的各种状态,防止错用、误用、混用。通过标识和记录,确保在规定情况下实现对产品的追溯。
2 范围
产品形成的全过程,直到交付的各阶段的标识、控制及合同条件下产品的追溯(包括检验状态标识)。
3 职责
3.1制造部负责产品标识工作的实施。
3.2技术部负责制定产品标识的方式、方法。
3.3品质部对产品标识的使用进行和监督,必要时实施追溯工作;负责检验状态标识。
3.4各部门、车间的有关操作人员、检验及管理人员在产品接收、生产、交付的各个阶段,按程序要求做好标识工作。
3.5各部门、车间负责职责范围内的产品标识和可追溯性管理。
4、控制程序
4.1产品标识的内容:产品名称、订、型号规格、数量、状态、工序工号等。
4.2检验和试验状态的标识分“待检”、“合格”、“不合格”,不同检验和试验状态的产品应分区或挂牌存放,不允许混放。
4.3产品标识的形式
4.3.1 标签标识
采用白色硬质纸板标签和单面胶纸,用于贮存在仓库的原材料、零部件以及半成品的标识。
4.3.2 随工单
用于产品制造中的各工序,要有产品型号名称、订、生产日期、作业人员签名,以便追溯。
4.3.3标牌标识
将产品的名称、型号规格、订、出厂时间等填写在标牌上,主要用于对终产品的标识。
4.3.4带铁夹过塑牌和区域标识:
用待检品、合格品、不合格品区分检验/试验状态。
4.3.5标识:
用于生产制造过程中,区分作业人员。

ISO9001认证过程的标识控制:
制造部编制“生产计划单”,经制造部经理审批后组织安排生产。“生产计划单”应填明订、顾客名称、产品名称、型号、数量、颜色、交货期等要求。
车间或班组领取零部件时,由车间或班组长填写 “领料单”。仓库员按“领料单”发料前应在该单上标出“进货批号”。
生产车间或班组根据“生产计划”填写“随工单”上订,同时将“领料单”的编号转换成“随工单”的编号及年月日期。
生产转序时,由操作人员在“随工单”上标注加工的半成品的数量及签字,并经过检验员确认。
仓库发料时按“生产计划单”、“领料单”的要求发放零部件,零部件名称、型号、数量、颜色、日期、进货批号等。对因来不及检验而紧急放行的零部件,应按程序要求办理手续,同时作好标识和留样检验工作。
各工序完工后应进行送检。经检验合格后,由相邻两工序班组长完成转序工作。下道工序负责人应开据“领料单”(必须写明“订”),上道工序应按单转序,并完成相应的签收手续。
如因某种原因导致标识模糊不清、丢失或责任人未签名等,下一工序人员有权拒绝该产品的下一步操作,并及时报告检验员或车间检查,按规定要求恢复。
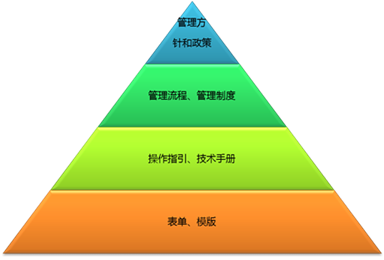
ISO9001认证*三层文件的编制要求:
a) 应符合“三”、“四”条款要求;
b) 应包括*“五”条款所列出的通用内容;
c) 正文格式随文件性质不同而采用不同格式。可行时可适当参考程序文件格式。
http://iso9001fsc1.b2b168.com